






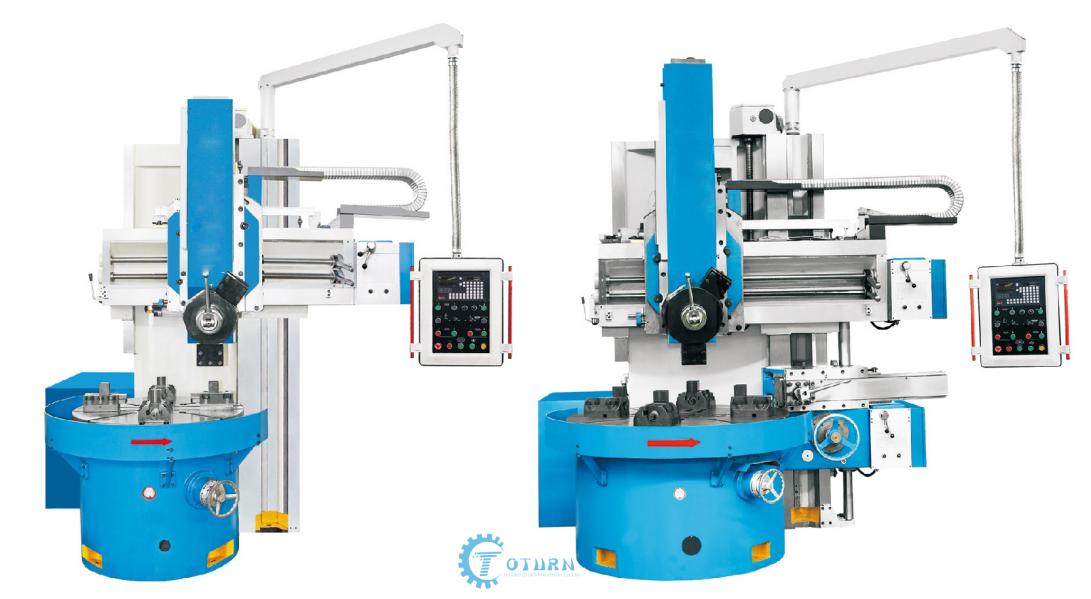
Perbezaan antara pelarik menegak dan pelarik biasa ialah gelendongnya menegak. Oleh kerana meja kerja berada dalam kedudukan mendatar, ia sesuai untuk memproses bahagian berat dengan diameter besar dan panjang pendek.
Pelarik menegaksecara amnya boleh dibahagikan kepada jenis lajur tunggal dan jenis lajur dua. Mesin pusing menegak kecil biasanya diperbuat daripada jenis lajur tunggal, dan mesin pelarik menegak yang besar diperbuat daripada jenis lajur dua. Ciri utama struktur pelarik menegak ialah gelendongnya berada dalam kedudukan menegak. Ciri utama pelarik menegak ialah: meja kerja berada dalam satah mendatar, dan pemasangan dan pelarasan bahan kerja lebih mudah. Meja kerja disokong oleh rel panduan, dengan ketegaran yang baik dan pemotongan yang lancar. Terdapat beberapa pemegang alat, dan alat itu boleh ditukar dengan cepat.
TheVTL mesin boleh memproses silinder dalam dan luar, permukaan kon, satah hujung, alur, chamfers, dan lain-lain, dan ia lebih mudah untuk operasi pengapitan dan pembetulan bahan kerja.
Pelarik menegak dua lajur ialah sekeping peralatan mekanikal berskala besar yang digunakan untuk memproses bahan kerja yang besar dan berat dengan dimensi jejari yang besar tetapi dimensi paksi yang agak kecil dan bentuk yang kompleks. Seperti permukaan silinder, permukaan hujung, permukaan kon, lubang silinder, lubang kon pelbagai cakera, roda, dan set bahan kerja. Ia boleh digunakan untuk mengulir, memusing sfera, memprofil, mengisar dan mengisar dengan bantuan peranti tambahan. Berbanding dengan pelarik mendatar, bahan kerja diapit pada bahagian dalam pengapit pelarik mendatar. Paksi gelendong bagiMesin pelarik menegak CNCberada dalam susun atur menegak, dan meja kerja berada dalam satah mendatar, jadi lebih mudah untuk mengapit dan menjajarkan bahan kerja. Susun atur ini mengurangkan beban gelendong dan galas, jadi pelarik menegak CNC dapat mengekalkan ketepatan kerja untuk masa yang lama

Mesin Pusing MenegakCiri struktur bahagian utama:
Rehat alat menegak kedua-duanya adalah suapan oleh pemacu motor berkelajuan dua. Rehat alat menegak melalui kotak suapan, tiang alat pemacu nat skru untuk pergerakan mendatar, melalui rod yang digilap, gear serong, nat skru untuk mendapatkan pergerakan menegak terlalu ram, rehat alat motor bergerak pantas dipasang dalam kotak suapan pada laju pelaksanaan.
Kotak suapan menggunakan klac elektromagnet, oleh itu, tidak kira pergerakan pantas atau pergerakan suapan, serta pilihan arah demi butang pada kawalan butang tapak. Alat rehat bergerak pantas atau suapan dalam arah positif atau bertentangan dengan motor dan membalikkan.
Rehat alat menegak diperbuat daripada slaid rasuk, slaid berputar dan ram tiga bahagian. Ram rehat alatan menegak menggunakan ram T. Rehat alat menegak dengan pentagon set alat, dengan pergerakan alat pada manipulasi boleh berehat, berputar, dan pengapit. Alat rehat pergerakan mendatar dan pergerakan menegak ram boleh dikawal berpusat, juga boleh dikendalikan oleh roda tangan. Pengimbangan berat ram rehat alat menegak oleh keseimbangan silinder pengimbangan hidraulik untuk naik dan turun daya hampir.
Pada baki alat menegak set pentagon, dilengkapi dengan lubang dalam 90mm dan dua bar pemotong lubang skru mengetatkan, digunakan untuk pemasangan alat penggerudian dan reaming, baki empat lubang adalah lubang tengah pemegang alat biasa.
TheMesin vtl CNCsebahagian besar menggunakan kekuatan tinggi dan tekanan rendah bahagian besi tuang, rawatan kegagalan sejuk dan panas, menjalankan kaedah unsur terhingga untuk mengira kedua-dua struktur, mesin mempunyai ketegaran yang tinggi, ketepatan yang baik ciri-ciri stabil.
Rasuk oleh silinder minyak hidraulik melalui rasuk tuil yang diapit kuat pada lajur, butang lif, tekan butang pada rasuk melalui arah masuk injap elektromagnet, rilekskan rasuk, dan angkat dengan motor ac untuk membuatnya bergerak.
Pelarik Pusing Menegak CNC Industri aplikasi
Terutamanya digunakan dalam motor elektrik, turbin hidraulik, penerbangan, jentera perlombongan,
Jentera tekstil, metalurgi, dan industri jentera am.



Jentera perlombongan


Industri kuasa angin


Jentera tekstil
Pelarik menegak digunakan untuk pemusingan ketepatan berkecekapan tinggi dan pemusingan kompaun dan penggilingan gabungan pemprosesan galas turbin angin asas motor besar dan bahagian cakera besar seperti roda, perumah motor, injap, bebibir, pam, dsb.


galas



Injap
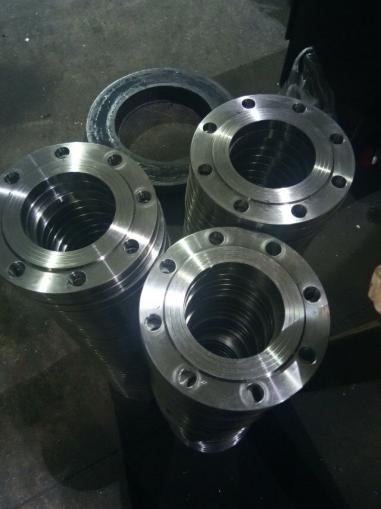


Bebibir
Kami mengesyorkan dua pelarik menegak berikut untuk memproses bahagian besar.
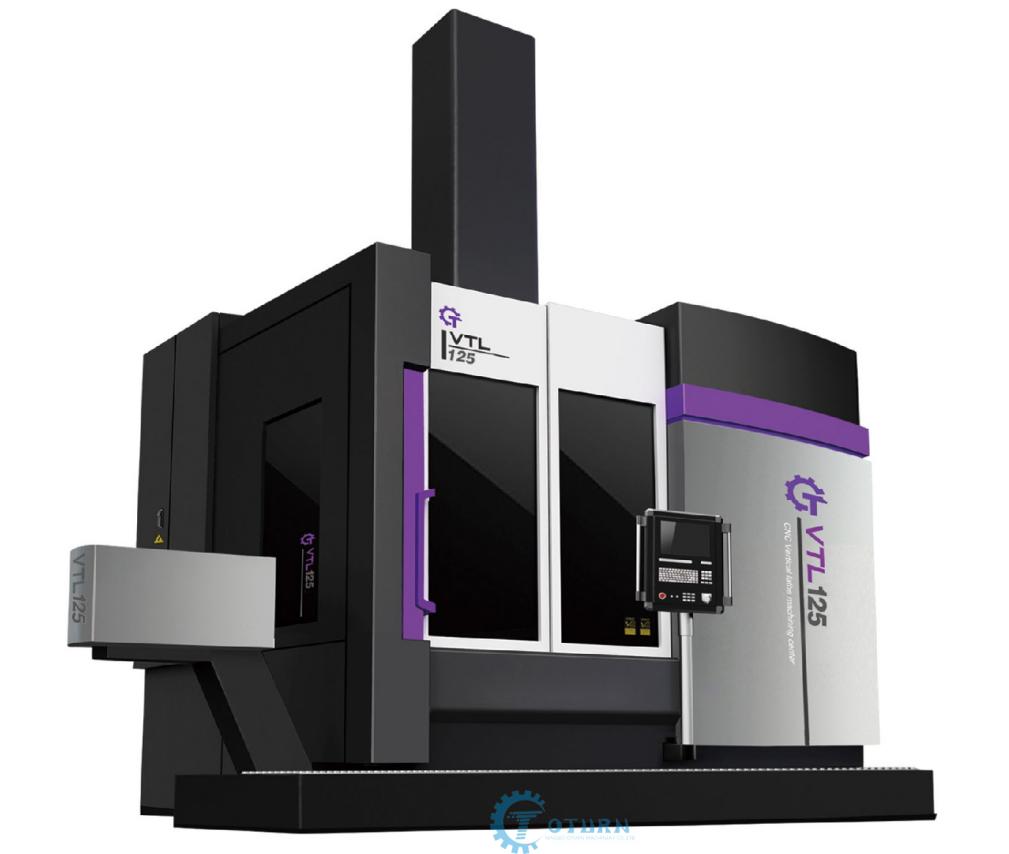
VTL-CMMenegakturetmesin bubut
VTL CNC Vertical Turning Lathe ialah produk reka bentuk baharu kami untuk permintaan pasaran untuk menyelesaikan teknologi pemprosesan utama. Ia adalah rasuk bergeraklajur tunggalMesin pelarik memusing menegak CNC dengan reka bentuk struktur baharu, penyelidikan teknologi, penyahpepijatan mesin dsb.
Bahagian utama menggunakan jenama terkenal China dan asing seperti kawalan CNC, bahagian elektrik utama, galas utama, skru bebola, bahagian hidraulik utama dll.
Pengenalan teknologi matang, pemilihan kelengkapan import yang boleh dipercayai, dan pemprosesan lanjutan kami, cara menguji, untuk memastikan mesin mempunyai ketepatan pemesinan yang tinggi, ketegaran tinggi, kebolehpercayaan yang tinggi, dan mempunyai ciri susun atur yang rasional.
Ciri-ciri
CNC Vertical Lathe ini adalah alat mesin kompaun yang menggabungkan memusing dan mengisar pada satu alat mesin. TheCNCVTLpelarikialah pelarik menegak pemegang alat berkembar CNC lajur tunggal rasuk tetap. Alat mesin terdiri daripada meja kerja berputar, mekanisme perubahan kelajuan, lajur bersepadu, rasuk, pemegang alat kiri dan kanan, sistem kawalan dan sistem kawalan hidraulik bebas. Tiang alat kiri ialah tiang alat kepala pengisar, dan tiang alat kanan ialah tiang alat memusing CNC. Objek pemesinan alat mesin komposit pengisar pelarik ini ialah bahagian cakera, termasuk bahagian mudah seperti memusing dan mengisar kon luar dan kon dalam. Pemegang alat pusing dan pemegang roda pengisar disusun pada kedua-dua belah alat mesin. Pemegang alat dan roda pengisar sedang dalam proses pemprosesan. Bingkai bergerak secara mendatar dan menegak di sepanjang rel panduan masing-masing. Spindle memacu bahan kerja untuk berputar untuk melengkapkan pusingan dan pengisaran.

Thepelarik menegak terbesaryang boleh dihasilkan oleh kilang kami ialah meja kerja dengan diameter 8000mm. Dengan perkembangan sains dan teknologi, terutamanya terjejas oleh wabak, negara bersungguh-sungguh membangunkan industri tenaga angin bagi merangsang permintaan domestik. Pelarik menegak CNC berskala besar digunakan dalam kuasa angin, pemprosesan jentera kejuruteraan, dan kereta. Kapal, penerbangan dan bidang lain mempunyai pelbagai aplikasi. Pelarik menegak CNC pada asasnya telah menggantikan pelarik menegak biasa, menyelesaikan banyak masalah pemprosesan, dan meningkatkan ketepatan pemprosesan dan kecekapan pengeluaran. Di samping menaik taraf peralatan itu sendiri, banyak keperluan baru dan lebih tinggi juga dikemukakan untuk teknologi pemprosesan dan reka bentuk alat.
Industri pembuatan mempunyai dua keperluan utama untukMesin menegak CNC. Satu ialah ketepatan pemesinan yang tinggi, dan satu lagi ialah kecekapan pengeluaran yang tinggi dalam proses pembuatan. Oleh itu, adalah perlu untuk menambah baik keperluan konfigurasi mesin pelarik menegak CNC. Kedua-dua paksi X dan paksi Z adalah gelung tertutup sepenuhnya, dan transmisi mekanikal mestilah skru bola berketepatan tinggi, untuk memastikan keadaan kerja alat mesin yang stabil dan ketepatan alat mesin tinggi dan ketepatan kedudukan ulangan.
Walaupun operasiMesin pelarik CNC VTLadalah lebih mudah daripada pelarik biasa, ia mempunyai keperluan yang lebih tinggi untuk pengaturcara. Sebagai tambahan kepada penguasaan yang munasabah dan penerapan kemahiran pengaturcaraan, ia juga perlu untuk dapat menguasai ciri-ciri pelarik menegak CNC, yang penting untuk meningkatkan kecekapan pemprosesan.
Pengaturcara boleh secara fleksibel menetapkan titik rujukan berhenti alat, mengurangkan strok melahu alat, dan mereka bentuk titik berundur alat secara munasabah, yang boleh meningkatkan kecekapan operasiPemesinan CNC VTL. Sebagai pengaturcara, anda juga perlu mengira dan menganalisis lukisan kilogram terlebih dahulu, menentukan panjang pengapit alat, ketinggian pelarasan rasuk alat mesin, dan mengurangkan ketinggian rasuk sebanyak mungkin di bawah keadaan pertemuan tukar alat, jika tidak ram akan melepak lama. Pemegang alat mempunyai ketegaran yang lemah dan ketepatan pemesinan ketepatan. Untuk pengaturcaraan yang munasabah, adalah perlu untuk menentukan saiz pemprosesan pengaturcaraan alat melalui penanda aras penentukuran alat X dan Z, dan melengkapkan seberapa banyak proses yang mungkin melalui satu penentukuran alat, untuk mengelakkan operator daripada melaraskan semula alat semasa setiap proses . Pengukuran berulang dan tetapan alat berulang akan menyebabkan ralat alat dan ralat dimensi terkumpul, yang akhirnya akan menjejaskan ketepatan produk.
Penyelidikan tentangPemesinan memusing menegak CNCkesilapan adalah bahagian penting dan hala tuju pembangunan dalam pembuatan jentera moden, dan ia telah menjadi teknologi utama untuk meningkatkan daya saing. Ralat adalah pelbagai rupa, dan analisis dan penyelidikan ralat haba adalah kondusif untuk meningkatkan ketepatan pusingan. Dan keperluan teknikal.
Paksi gelendong bagiMesin VTLberada dalam susun atur lurus, dan meja kerja berada dalam satah mendatar, jadi pengapit dan penjajaran bahan kerja lebih mudah. Susun atur spindle dan beban galas ini membolehkanMesin pelarik turet menegak CNCuntuk mengekalkan ketepatan operasi untuk masa yang lama. Gelendong meja kerja menggunakan kelegaan jejarian boleh laras berketepatan tinggi baris dua galas penggelek silinder pendek untuk pemusatan. Arah paksi menggunakan rel panduan tekanan statik aliran berterusan. Meja kerja mempunyai ciri-ciri ketepatan putaran tinggi, kapasiti galas beban yang besar dan ubah bentuk haba yang kecil. Panduan mendatar tiang alat menegak ialah panduan pemunggahan tekanan statik, dan panduan pergerakan menegak ram ialah panduan gelongsor.
Masa siaran: Sep-18-2021