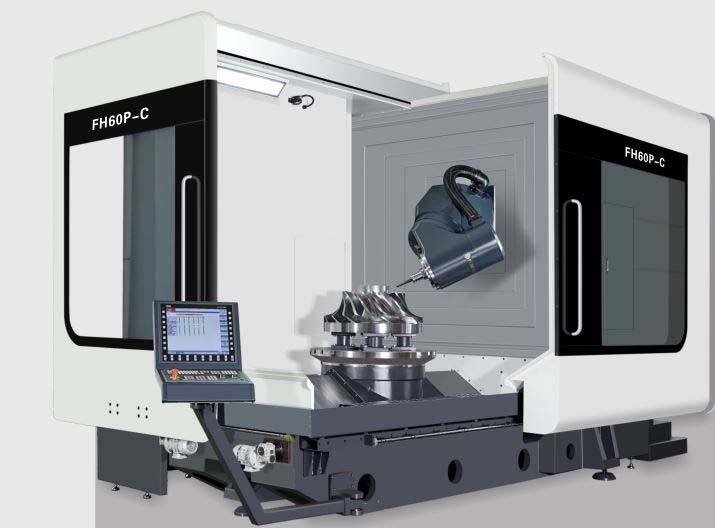
Pengilangan Serentak 5 paksi Memusing 60P-C

Skop bekalan
Jadual fungsi aksesori standard (sila rujuk fungsi pengawal untuk bahagian kawalan elektrik)
1. Pengawal Siemens 840DSL
2. Jenama Sendiri lima paksi pelbagai fungsi kepala hayun
3. Spindle elektrik DGZX-24012/34B2-KFHWVJS
4. HSK-A63 40 majalah alat sistem menukar alat automatik
5. X/Y/Z pemacu skru bebola penyejuk berongga
6. Slaid linear penggelek (2 setiap satu untuk paksi X/Y/Z)—BOSCH REXROTH
7. Pembaris optik gelung tertutup penuh X/Y/Z tiga paksi
8. Alat kawalan suhu kotak elektrik
9. Penyejuk gelendong
10. Alat penggelek cip lingkaran dan kereta cip besi penghantar cip besi belakang
11. Air dari tengah gelendong, semburan air anulus
12. Tiup udara di tengah gelendong, dan tiup udara di dalam gelang.
13. Bulan sabit kepala lima paksi meniup air, dan bulan sabit meniup udara.
14. 1 jenis interlock keselamatan untuk pintu kerja depan dan sisi
15. Peranti penyejukan peredaran gelendong.
16. Lampu pendarfluor kerja kalis air
17. Peranti stesen hidraulik
18. Unit Siasatan Inframerah Renishaw OMP60
19. Penetap Alat Laser Renishaw
20. Peranti pelinciran suapan automatik terpusat berpusat
21. Pistol air pembersihan sisi operasi dan antara muka udara
22. Sistem penyejukan cecair pemotongan
23. Logam kepingan pelindung tertutup sepenuhnya
24. Peti operasi
25. Kotak elektrik dilengkapi dengan penghawa dingin
26. Roda tangan elektronik Siemens
27. Suis pelepas alat gelendong kendalian kaki
28. Pelapik aras asas dan bolt asas
29. Alat pelarasan dan kotak peralatan
30. Manual Teknikal
Parameter
| Model | Unit | FH60P-C |
| Perjalanan | ||
| Perjalanan paksi X | mm | 600 |
| perjalanan paksi Y | mm | 800 |
| Perjalanan paksi Z | mm | 600 |
| Jarak dari hidung gelendong ke permukaan meja kerja | mm | 150-750 |
| Kepala pengilangan mendatar | mm | 30-630 |
| Kelajuan suapan/pergerakan pantas | m/min | 40 |
| Daya suapan | KN | 10 |
| Meja putar (paksi C) | ||
| Saiz meja kerja | mm | Ø630 |
| Beban meja maksimum (kilang) | kg | 2000 |
| Maksimum beban jadual (berpusing) | kg | 1000 |
| Meja putar | rpm | 60 |
| Menggiling/memusing meja terjaga (mengisar dan memusing sebatian) | rpm | 600 |
| Sudut belahan minimum | ° | 0.001 |
| Model | Unit | FH80P-C |
| Tork yang dinilai | Nm | 807 |
| tork maksimum | Nm | 1430 |
| Kepala pengilangan buaian CNC (paksi B) | ||
| Julat ayunan(0=Menegak/180=Tahap) | ° | -15~180 |
| Bergerak pantas dan kelajuan penyusuan | rpm | 80 |
| Sudut belahan minimum | ° | 0.001 |
| Tork yang dinilai | Nm | 743 |
| tork maksimum | Nm | 1320 |
| Spindle (mengisar dan memusing) | ||
| Kelajuan gelendong | rpm | 12000 |
| Kuasa gelendong | Kw | 34/42 |
| Tork gelendong | Nm | 132/185 |
| Tapre gelendong |
| HSKA63 |
| Jarak dari pusat gelendong ke permukaan laluan pandu rasuk | mm | 1064.5 |
| Model | Unit | FH60P-C |
| Majalah alat | ||
| Antara muka alat |
| HSKA63 |
| Kapasiti majalah alat | PCS | 40 |
| Max.diameter/panjang/berat alat |
| Ø85/300/8 |
| Suis alat (Alat untuk) | S | 1.8 |
| Alat pengukur | ||
| Siasatan inframerah | Rensishaw OMP60 | |
| Instrumen pengesanan alat di kawasan pemprosesan kerja |
| Rensishaw NC4F230 |
| Kapasiti pemprosesan |
|
|
| Diameter penggerudian maksimum (Keluli sederhana) |
| Ø40 |
| Diameter penoreh maks (Keluli sederhana) |
| M24 |
| Diameter pengilangan maksimum (Keluli sederhana) |
| 250 |
| Ketepatan kedudukan (ISO230-2 dan VDI3441) | ||
| Ketepatan kedudukan X/Y/Z | mm | 0.005 |
| X/Y/Z Ulang ketepatan kedudukan | mm | 0.004 |
| Ketepatan kedudukan B/C |
| 8" |
| B/C Ulang ketepatan kedudukan |
| 4" |
| Model | Unit | FH80P-C |
| Pengawal CNC |
|
|
| Sistem kawalan |
| Siemens840D |
| Lain-lain |
|
|
| Ketinggian mesin (mesin am) | mm | 2985 |
| Kawasan yang diduduki untuk mesin utama(L*W) | mm | 4300x2600 |
| Kawasan yang diduduki untuk majalah alat (L*W) | mm | 2100x1250 |
| Kawasan yang diduduki untuk penghantar cip(L*W) | mm | 3070x1065 |
| Kawasan yang diduduki untuk tangki air(L*W) | mm | 1785x1355 |
| Jumlah kawasan yang diduduki untuk menyiapkan mesin(L*W) | mm | 5200x3550 |
| Berat mesin | Kg | 15000 |
Mesin CNCpengawal
| Sistem Kawalan | Siemens 840DSL (motor dan pemacu) | ||
| Bilangan paksi kawalan | Pusingan pengilangan serentak 5 paksi (paksi NC + gelendong, paksi BC) | ||
| Kawalan serentak 5 paksi Pengilangan serentak dengan pusingan | paksi kedudukan | Standard X, Y, Z, B, C | |
| interpolasi | garis lurus | Paksi X, Y, Z, B, C (X, Y, Z, B, C boleh diberi pampasan) | |
| arka | Paksi X, Y, Z, B, C (X, Y, Z, B, C boleh diberi pampasan) | ||
| Unit arahan minimum | 0.001um | ||
| unit kawalan minimum | 0.1nm | ||
| tunjuk | 19LCD | ||
| motor | Keupayaan beban tiga kali ganda dengan pengekod mutlak (kedudukan pengekod tidak pernah hilang) | ||
| Fungsi komunikasi luaran | Antara muka Ethernet dan RS232C | ||
| Mod operasi | MDI, Auto, Manual, Roda Tangan, Asal (mutlak), REPOS | ||
| secara pemrograman | Editor bahasa ISO dalam talian | ||
| Kapasiti storan pengaturcaraan PLC maksimum | 2048KB | ||
| Fungsi interpolasi | Garis lurus, bulatan melalui dan melalui titik tengah, lingkaran, permukaan halus, tetapan kelajuan tinggi, dsb. | ||
| Bilangan ofset alat | 512 kumpulan | ||
| Pembesaran roda tangan | 0.1/0.01/0.001mm | ||
| Tetapan minimum dan unit bergerak | 1um/X,Y,Z | ||
| penjimatan data | Data memori tidak akan hilang apabila kuasa dimatikan | ||
| kadar suapan | 0%-150% | ||
| Pembesaran ke hadapan pantas | 0%-100% | ||
| Antara muka input dan output | Antara muka Ethernet dan RS232C, kad CF, sandaran storan USB | ||
| bahasa paparan | Cina dan Inggeris | ||
Kuantiti konfigurasi standard
| No | Nama aksesori | unit | Kuantiti |
| 1 | suis kawalan kaki | ditetapkan | 1 |
| 2 | Mekanisme pengapit hidraulik | ditetapkan | 1 |
| 3 | Peranti Pelinciran Berpusat | ditetapkan | 1 |
| 4 | sistem penyejukan | ditetapkan | 1 |
| 5 | lampu kerja | ditetapkan | 1 |
| 6 | Cahaya tiga warna | ditetapkan | 1 |
| 7 | jambatan mendatar | Pcs | 1 |
| 8 | Pembetulan alat mesin | ditetapkan | 1 |
| 9 | Pakej Alat Standard | ditetapkan | 1 |
| 10 | kunci pintu keselamatan | ditetapkan | 1 |
| 11 | kit asas | ditetapkan | 1 |
| 12 | Pasang alat pelarasan | ditetapkan | 1 |
| 13 | Penorehan tegar dan kedudukan berbilang titik gelendong | ditetapkan | 1 |
| 14 | Penghantar skru dan mesin penyingkiran cip automatik | ditetapkan | 1 |
| 15 | Sistem hidraulik standard | ditetapkan | 1 |
Konfigurasi bahagian penyumberan luar
| Nama aksesori utama | asal usul | Jenama | Teguran |
| sistem CNC | Jerman | Siemens | Siemens 840DSL |
| Motor gelendong | China | Hao Zhi |
|
| Motor servo paksi X, Y, Z | Jerman | Siemens |
|
| gelendong | usahasama | Jenama Sendiri | Gunakan galas FAG Jerman |
| Galas gelendong | Jerman | FAG |
|
| Galas skru | Jerman | FAG |
|
| Panduan Linear | Jerman | Rexroth | Ketepatan tahap UP |
| Batang skru bola | Taiwan | HIWIN | Gred pengisaran C3 |
| Komponen Hidraulik | China | Jenama Sendiri |
|
| sistem pelinciran automatik | China | Proton |
|
| sistem penyejukan | China | Jenama Sendiri |
|
| Sistem pencahayaan | China | Owen |
|
| lampu amaran | China | Owen |
|
| elektrik | Perancis Jerman | Schneider/Siemens |
|
| Perlindungan rantaian tenaga | China | Junhong |
|
| Kabel wayar kawalan | Jerman | Lepurnani |
|
Spesifikasi Mesin Utama | Konfigurasi Struktur Tegar Optimum
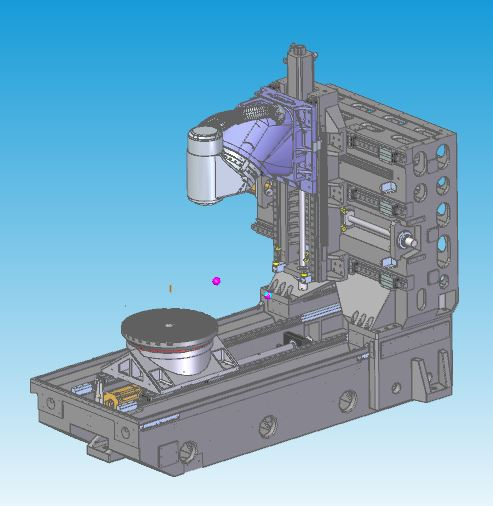
Ciri Reka Bentuk | Reka Bentuk Analisis Tuangan Wayar Mekanikal Terbaik
Struktur tuangan termosimetrik jenis kotak penuh, menggunakan besi tuang gred tinggi gred Meehanna
Rawatan tempering dan penuaan semulajadi untuk menghilangkan tekanan dalaman
Getaran frekuensi semula jadi struktur menghilangkan tekanan pemprosesan bahan
Reka bentuk lajur ketegaran tinggi kawasan besar dengan dinding penuh, meningkatkan ketegaran dan ketepatan statik dan dinamik dengan berkesan
Pemacu skru penyejukan berongga tiga paksi
Kepala pengilangan buaian CNC (paksi B)


Ciri-ciri Reka Bentuk
Rantai penghantaran sifar motor DD terbina dalam tiada reka bentuk tindak balas
Ciri-ciri pecutan tinggi
Rentang terpendek antara titik hidung alat gelendong dan titik sokongan struktur menyedari ketegaran maksimum pemotongan
Galas YRT yang lebih besar meningkatkan ketegaran
Dilengkapi dengan sistem pengukuran pengekod berputar berketepatan tinggi HEIDENHAIN, kawalan gelung tertutup sepenuhnya untuk memastikan ketepatan terbaik
gelendong dan reka bentuk sistem penyejukan paksi B untuk mengurangkan pemindahan haba
Meja putar (paksi C)

Ciri-ciri Reka Bentuk
Rantai penghantaran sifar motor DD terbina dalam tiada reka bentuk tindak balas
Ciri tindak balas pecutan dan nyahpecutan tinggi
Galas YRT yang lebih besar meningkatkan ketegaran
Tork pemanduan berkadar besar, kedudukan dan pemprosesan dengan kedudukan meja dan peranti pengapit
Memenuhi dua keperluan pemprosesan iaitu pengilangan dan penggilingan, kurangkan pengendalian bahan kerja dan tingkatkan ketepatan produk
Dilengkapi dengan sistem pengukuran pengekod berputar berketepatan tinggi HEIDENHAIN, kawalan gelung tertutup sepenuhnya untuk memastikan ketepatan terbaik
Reka bentuk sistem penyejukan untuk mengurangkan pemindahan haba
Penetap alat boleh angkat

Ciri-ciri Reka Bentuk
Dilengkapi dengan penetap alat laser tanpa sentuhan Ransishaw NC4F230 untuk ketepatan yang lebih tinggi
Tetapan alat automatik pada mesin, kemas kini automatik pampasan alat
Peranti penetapan alat boleh dinaikkan dan diturunkan untuk menjimatkan ruang permukaan pemprosesan
Reka bentuk kepingan logam yang dimeterai sepenuhnya melindungi penetap alat daripada pemfailan air dan besi semasa pemprosesan
Siasatan inframerah
Ciri-ciri Reka Bentuk
Dilengkapi dengan probe sentuhan optik Ransishaw OMP60
Penjajaran bahan kerja pada mesin dan pemeriksaan saiz, mengurangkan ralat pemeriksaan manual, meningkatkan ketepatan produk dan kecekapan pemprosesan
Penjimatan 90% dalam masa bantuan pada mesin
Lembaran logam perlindungan keselamatan