BOSM -6010 Mesin Pengilangan Boring Kepala Bertentangan


1. Penggunaan mesin:
BOSM- 6000*1000 rasuk tetap CNC gantri dua lajur kepala ke kepala membosankan dan mesin pengilangan ialah alat mesin khas untuk memproses lengan/kayu jengkaut. Bantal, boleh merealisasikan pemprosesan pantas bahan kerja, bahan kerja boleh digerudi, digiling, dan bosan dalam julat strok yang berkesan, bahan kerja boleh diproses di tempat pada satu masa (tidak perlu pengapit sekunder), kelajuan pemuatan dan pemunggahan adalah pantas, kelajuan kedudukan adalah pantas, dan ketepatan pemprosesan adalah tinggi. Kecekapan pemprosesan yang tinggi dan tinggi.
2.Struktur mesinciri:
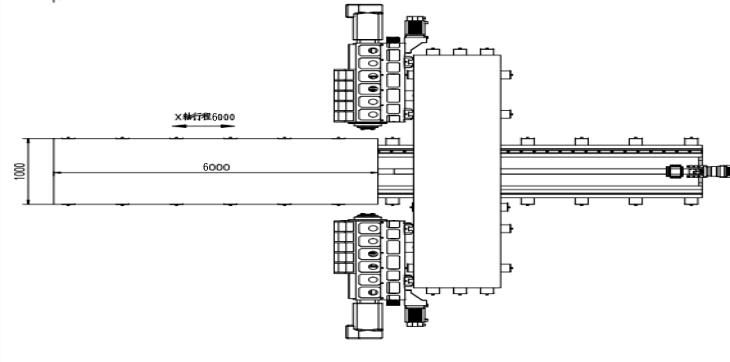
Komponen utama alat mesin: katil, meja kerja, lajur kiri dan kanan, rasuk, rasuk penyambung gantri, pelana, domba jantan, dsb., bahagian besar diperbuat daripada pengacuan pasir resin, tuangan besi kelabu berkualiti tinggi 250, anil dalam panas lubang pasir → penuaan getaran → rawatan haba Penyepuhlindapan relau → penuaan getaran → pemesinan kasar → penuaan getaran → penyepuhlindapan relau panas → penuaan getaran → penamat, menghapuskan sepenuhnya tekanan negatif bahagian, dan memastikan prestasi bahagian stabil. Katil tetap, lajur kiri dan kanan, gantri, dan meja kerja bergerak; Ia mempunyai fungsi mengisar, membosankan, menggerudi, menenggelamkan balas, mengetuk, dan lain-lain. Kaedah penyejukan alat ialah penyejukan luaran . Alat mesin mengandungi 5 paksi suapan, yang boleh merealisasikan pautan 4 paksi dan tindakan tunggal 5 paksi. Terdapat 2 kepala kuasa. Paksi alat mesin dan kepala kuasa ditunjukkan dalam rajah di bawah.


2.1Struktur utama bahagian suapan penghantaran paksi
2.1.1. paksi X:Meja kerja berbalas sisi di sepanjang rel panduan katil tetap.
Pemacu paksi X 1: Motor servo AC ditambah pengurang planet berketepatan tinggi digerakkan oleh skru bola untuk memacu pergerakan meja kerja untuk merealisasikan gerakan linear paksi X
Borang rel panduan: letakkan dua rel panduan linear berketepatan tinggi.
2.1.2 paksi Z1:Kepala kuasa dan pelana dipasang secara menegak pada bahagian hadapan lajur, dan berbalas-balas ke atas dan ke bawah di sepanjang rel panduan lajur.
Penghantaran paksi Z1: Motor servo AC dan roda segerak digunakan untuk memacu skru bola untuk memacu pelana untuk merealisasikan gerakan linear paksi Z
2.1.3 paksi Z2:Kepala kuasa dan pelana dipasang secara menegak pada bahagian hadapan lajur, dan berbalas-balas ke atas dan ke bawah di sepanjang rel panduan lajur.
Penghantaran paksi Z2: Motor servo AC dan roda segerak digunakan untuk memacu skru bola untuk memacu pelana untuk merealisasikan gerakan linear paksi Z.
2.1.4 paksi Y1:Pelana kepala kuasa dipasang secara menegak pada bahagian hadapan lajur kanan, dan berbalas-balas kiri dan kanan di sepanjang rel panduan lajur.
Penghantaran paksi Y1: Motor servo AC ditambah pengurangan planet berketepatan tinggi digunakan untuk memacu ram untuk bergerak melalui skru bola untuk merealisasikan gerakan linear paksi Y1
2.1.5 paksi Y2:Pelana kepala kuasa dipasang secara menegak pada bahagian hadapan lajur kanan, dan berbalas-balas kiri dan kanan di sepanjang rel panduan lajur.
Penghantaran paksi Y2: Motor servo AC ditambah pengurangan planet berketepatan tinggi digunakan untuk memacu ram untuk bergerak melalui skru bola untuk merealisasikan gerakan linear paksi Y2.
2.2 Arah pergerakan kepala kuasa penggerudian dan pengilangan (termasuk kepala kuasa 1 dan 2) dipandu oleh 4 pasangan rel panduan roller linear, dan pemacu menggunakan motor servo AC untuk memacu tali pinggang segerak (i=2) dan bola ketepatan penghantaran pasangan skru. Kepala kuasa menggunakan servo Motor dinyahpecutan oleh tali pinggang segerak dan roda segerak, dipandu oleh pasangan rel panduan ketepatan tugas berat, dan memacu skru bola menegak berputar untuk merealisasikan pergerakan menegak kepala kuasa. Ia juga dilengkapi dengan bar keseimbangan nitrogen untuk mengurangkan kepala-ke-skru dan motor servo. Motor paksi Z mempunyai fungsi brek automatik. Sekiranya berlaku kegagalan kuasa, brek automatik akan memegang aci motor dengan kuat supaya ia tidak boleh berputar. Apabila bekerja, apabila bit gerudi tidak menyentuh bahan kerja, ia akan menyusu dengan cepat; apabila mata gerudi menyentuh bahan kerja, ia secara automatik akan bertukar kepada suapan kerja. Apabila mata gerudi menembusi bahan kerja, ia secara automatik akan bertukar kepada gulung semula pantas; apabila hujung mata gerudi meninggalkan bahan kerja dan mencapai kedudukan yang ditetapkan, meja kerja akan bergerak ke kedudukan lubang seterusnya untuk merealisasikan peredaran automatik. Kepala kuasa menggunakan gabungan wayar dan rel keras, yang bukan sahaja memastikan kelajuan berjalan peralatan, tetapi juga meningkatkan ketegaran peralatan. Dan ia dapat merealisasikan fungsi penggerudian lubang buta, pengilangan, chamfering, pecah cip, penyingkiran cip automatik, dan lain-lain, yang meningkatkan produktiviti buruh.

(kepala kuasa kiri)
2.3. Penyingkiran cip dan penyejukan
Terdapat penghantar cip rantai lingkaran dan rata dipasang pada kedua-dua belah di bawah meja kerja, dan cip boleh dilepaskan secara automatik ke penghantar cip pada penghujung melalui dua peringkat plat lingkaran dan rantai untuk merealisasikan pengeluaran bertamadun. Terdapat pam penyejuk dalam tangki penyejuk penghantar cip, yang boleh digunakan untuk penyejukan luaran alat untuk memastikan prestasi penggerudian dan hayat perkhidmatan bit gerudi, dan penyejuk boleh dikitar semula.
3. Sistem kawalan berangka digital penuh:
3.1. Dengan fungsi pecah cip, masa pecah cip dan kitaran pecah cip boleh ditetapkan pada antara muka manusia-mesin.
3.2. Dengan fungsi mengangkat alat, ketinggian mengangkat alat boleh ditetapkan pada antara muka manusia-mesin. Apabila penggerudian mencapai ketinggian ini, bit gerudi diangkat dengan cepat ke bahagian atas bahan kerja, dan kemudian cip dibuang, dan kemudian dimajukan pantas ke permukaan penggerudian dan ditukar secara automatik kepada kerja.
3.3. Kotak kawalan operasi berpusat dan unit pegang tangan menggunakan sistem kawalan berangka dan dilengkapi dengan antara muka USB dan paparan kristal cecair LCD. Untuk memudahkan pengaturcaraan, penyimpanan, paparan dan komunikasi, antara muka operasi mempunyai fungsi seperti dialog manusia-mesin, pampasan ralat dan penggera automatik.
3.4. Peralatan ini mempunyai fungsi untuk melihat dan memeriksa semula kedudukan lubang sebelum diproses, dan operasinya sangat mudah.
3.5. Pelinciran automatik
Pasangan rel panduan linear ketepatan alat mesin, pasangan skru bola ketepatan dan pasangan gerakan ketepatan tinggi yang lain dilengkapi dengan sistem pelinciran automatik. Pam pelincir automatik mengeluarkan minyak tekanan, dan ruang minyak pelincir kuantitatif memasuki minyak. Selepas ruang minyak diisi dengan minyak, apabila tekanan sistem meningkat kepada 1.4-1.75Mpa, suis tekanan dalam sistem ditutup, pam berhenti, dan injap pemunggahan memunggah pada masa yang sama. Apabila tekanan minyak di jalan menurun di bawah 0.2Mpa, pelincir kuantitatif mula mengisi titik pelincir dan melengkapkan satu pengisian minyak. Disebabkan oleh bekalan minyak yang tepat bagi penyuntik minyak kuantitatif dan pengesanan tekanan sistem, bekalan minyak boleh dipercayai, memastikan terdapat lapisan minyak pada permukaan setiap pasangan kinematik, mengurangkan geseran dan haus, dan mencegah kerosakan pada struktur dalaman yang disebabkan oleh terlalu panas. , untuk memastikan ketepatan dan hayat alat mesin. Berbanding dengan pasangan rel panduan gelongsor, pasangan rel panduan linear bergolek yang digunakan dalam alat mesin ini mempunyai beberapa kelebihan:
①Sensitiviti pergerakan adalah tinggi, pekali geseran rel panduan bergolek adalah kecil, hanya 0.0025~0.01, dan kuasa pemanduan sangat berkurangan, yang hanya bersamaan dengan 1/10 jentera biasa.
② Perbezaan antara geseran dinamik dan statik adalah sangat kecil, dan prestasi susulan adalah sangat baik, iaitu, selang masa antara isyarat pemanduan dan tindakan mekanikal adalah sangat singkat, yang kondusif untuk meningkatkan kelajuan tindak balas dan kepekaan sistem kawalan berangka.
③Ia sesuai untuk gerakan linear berkelajuan tinggi, dan kelajuan serta-merta adalah kira-kira 10 kali lebih tinggi daripada rel panduan gelongsor.
④ Ia boleh merealisasikan pergerakan tanpa celah dan meningkatkan ketegaran pergerakan sistem mekanikal.
⑤Dihasilkan oleh pengilang profesional, ia mempunyai ketepatan tinggi, serba boleh yang baik dan penyelenggaraan yang mudah.

4. Persekitaran penggunaan mesin:
Bekalan kuasa: AC380V tiga fasa ± 10% , 50Hz ± 1 Suhu persekitaran: 0 ° ~ 45 °

5. Utamaparameter teknikal:
| Model | BOSM6010 | |
| Saiz bahan kerja pemprosesan maksimum | Panjang × lebar × tinggi (mm) | 6000×1000×1500 |
| Suapan maksimum gantri | Lebar (mm) | 1300 |
| saiz meja kerja | Panjang X Lebar (mm) | 6000*1000 |
|
Kepala penggerudian jenis ram mendatar kepala kuasa satu dua
| Kuantiti (2) | 2 |
| Tirus gelendong | BT50 | |
| Diameter penggerudian (mm) | Φ2-Φ60 | |
| Diameter mengetuk (mm) | M3-M30 | |
| Kelajuan gelendong (r/min) | 30~6000 | |
| Kuasa motor gelendong servo (kw) | 37 | |
| Jarak hidung gelendong tunggal dari pusat meja (mm) | 150-650 | |
| Jarak tengah hujung hidung gelendong berganda (mm) | 300-1300 | |
| Pukulan kiri dan kanan seekor domba jantan (mm) | 500 | |
| Jarak antara pusat ram dan satah meja (mm) | 200-1700 | |
| Lejang atas dan bawah ram (mm) | 1500 | |
| Kebolehulangan | 300mm*300mm | ±0.02 |
| Dimensi Alat Mesin | Panjang × lebar × tinggi (mm) | mengikut lukisan |
| Berat kasar (t) | (lebih kurang) 36 | |
Parameter di atas adalah parameter reka bentuk awal. Dalam reka bentuk sebenar, mungkin terdapat perubahan mengikut keperluan pemprosesan bahan kerja dan keperluan reka bentuk alat mesin, untuk memenuhi keperluan bahagian pemprosesan syarikat anda.